中国粉体网讯 均质技术是一种非常重要的细化分散技术,广泛应用于乳品、饮料、食品、化妆品和化工行业等。其中,高压均质是一种适用于流体物料的连续化非热加工技术,依靠高压均质机来实现。
高压均质机的原理
高压均质机是液体物料均质细化和高压输送的专用设备和关键设备。高压均质机中物料的均质化主要来自三个方面:空穴作用、湍流作用和碰撞作用。所谓均质,就是将液态物料中的固态物质打碎,使固态颗粒实现超细化,并形成均匀的悬浮乳化液的工艺过程。在高压条件下,流体流经均质阀微小的流道时所产生强烈的湍流和剪切效应会将流体中颗粒或滴液分解成微小的粒子。
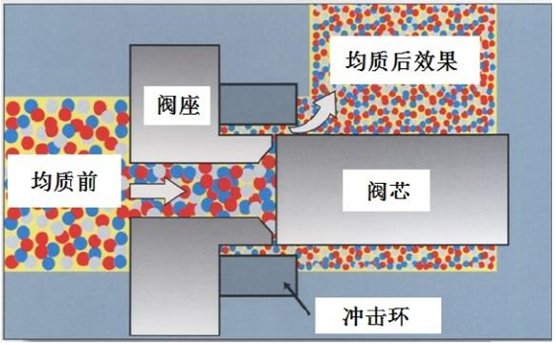
高压均质作用原理示意图
高压均质机的结构
高压均质机主要由传动系统、柱塞泵、均质阀等部分组成。
传动部分
传动部分是由电动机、皮带轮、变速箱、曲轴、连杆、柱塞等组成。
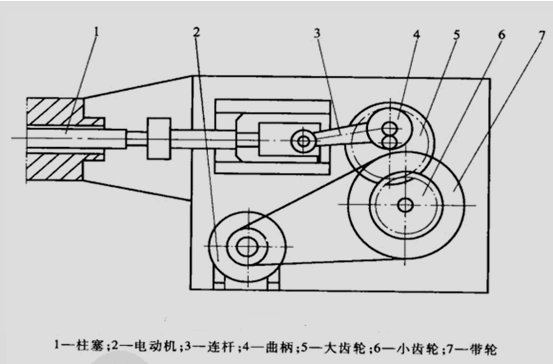
高压均质机传动系统
柱塞泵
由活塞带动柱塞,在泵体内作往复运动,在单向阀配合下,完成吸料,加压过程, 然后进入集流管。
均质阀
均质阀接受集流管输送过来高压液料,完成超细粉碎、乳化、匀浆任务。阀中接触料液的材质必须具备无毒、无污染、耐磨、耐冲击、耐酸、耐碱、耐腐蚀的条件。
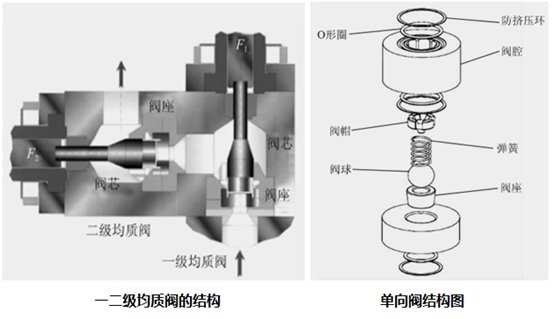
均质阀是均质机的的核心工作部件。不同内部结构的高压均质腔,其使用范围和均质效果都不尽相同。
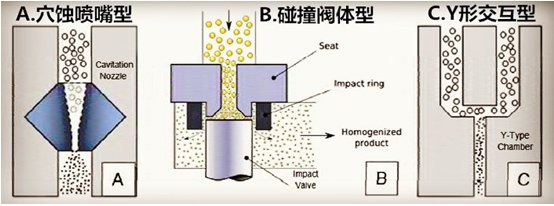
均质腔内部结构示意图
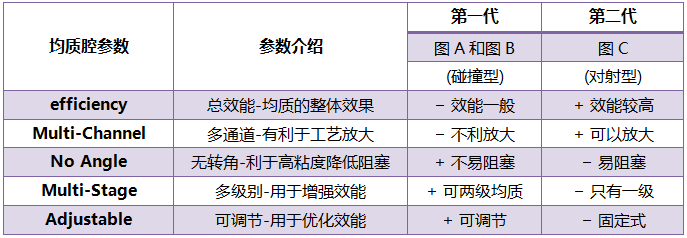
均质腔的性能比较
来源:山海埃东机电设备有限公司
高压均质机的控制
目前,高压均质机生产厂家控制技术参差不齐。按控制方式可分为手动控制式、手调液力控制式以及全自动控制式。其中,人工手动控制均质存在很多缺点,如人工劳动强度大、产品批次稳定性差、生产效率低等。目前均质机的自动控制主要有三种形式:
基于 PLC 控制系统——响应速度快、成本低,适用于单台均质机的自动控制,与其他设备联动控制较差;
基于 DCS 的控制系统——留有大量的可扩展性接口,外接系统或扩展系统都十分方便,采用了双冗余的控制单元,系统安全可靠,在均质机自动控制过程较为广泛;
基于 FCS 的控制系统——一种开放式、数字化、多点通讯的底层控制网络。均质机自动控制过程无法单独使用现场总线控制系统,需要与其他系统配合使用。
高压均质机的应用
高压均质机具有颗粒微细化能力强、耗能较大、维护工作量较大、费用较高、能保持物料的性能基本不变、能定量输送物料等特点,可以应用于需要高压处理的流体产品的所有行业中,例如乳化、分散、产品粒子粉碎和细胞破碎等应用领域。也广泛用于食品加工、牛奶、饮料、医药、染料、精细化工和生物技术等领域的生产和研发。
高压均质机常见故障及其排除
进出料单向阀漏液。三柱塞高压均质机包含6个单向阀,其中3个为进料阀,3个为出料阀。漏液通常是O形圈、防挤压环磨损所导致。
均质阀漏液。针对均质阀漏液、均质总压不足、达不到均质压力、均质阀噪声等现象,除了检查O形圈外,有可能是均质头和均质座等损坏所致。
物料流速减慢。检查主电机皮带是否打滑、主电机转速是否降低、柱塞密封有无泄漏情况,或者物料中混入空气、阀弹簧断裂都会造成物料流速减慢甚至没有物料流动。
主电机过载。检查是否均质压力过高、动力传送端磨损或损坏、皮带张力过紧或主电机故障。
卸压后压力表指针不回零。如果停机后压力表指针仍不回零, 为压力表损坏, 需更换压力表。检查调压顶杆密封圈是否损坏或过紧, 需更换密封圈或调整配合间隙。
高压均质机内部异常敲击声。产生问题的原因可能是轴承严重损坏,连杆螺母、螺栓脱落或松动,轴瓦严重磨损, 间隙过大或小头轴销、衬套严重磨损,滑块运动间隙过大,皮带轮松动等。
曲轴箱内油温过高或主轴承温度过高。检查曲轴箱内缺油原因,若放油口漏油应及时紧固,若是主传动轴部位漏油,应及时更换主传动轴和轴套,排除漏油故障后方可添加新油或更换新油;调整轴瓦装配间隙或更换轴瓦;检查主轴承是否磨损以及曲轴箱内润滑油是否太脏,进入杂物。
参考资料:
王利.高压均质机在润滑脂生产中的应用研究
温秋明.基于机械乳化法的高压均质机原理分析与故障诊断
雒亚洲等.高压均质机的原理及应用
张勇.高压均质机的技术原理及市场动向
杨泽勇.高压均质机常见故障分析与处理
(中国粉体网编辑整理/黑金)
注:图片非商业用途,存在侵权请告知删除!