中国粉体网讯 随着电子产品集成化、微型化、多功能化的发展,器件内部聚集着大量的热量,难以在短时间内散去,高温严重损害着器件的使用寿命,散热成为影响电路高效运行的关键问题。
一、氮化铝是重要的散热材料
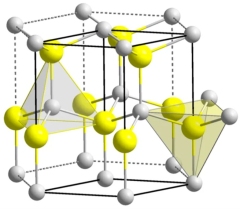
电子陶瓷是解决散热问题的重要材料。氮化铝热导率高达320W/mK,是除金刚石、氮化硼、碳化硅和氧化铍外具有高热导率的一种无机非金属材料,且其具有优异的介电性能、稳定的化学性能、无毒无害以及与硅和碳化硅相接近的热膨胀系数,非常适用于对发热和散热要求高的大功率设备。
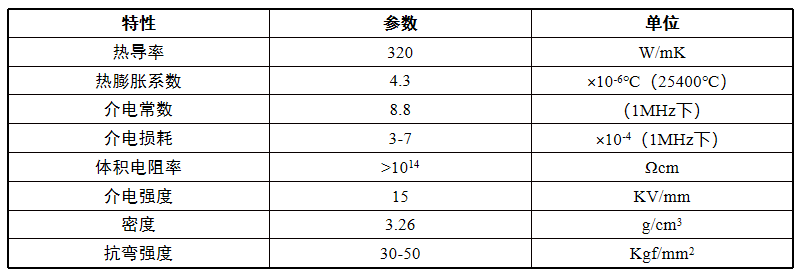
表1 氮化铝的主要性能参数
二、加工精度影响散热效率
氮化铝陶瓷具有高硬度、高脆性和低断裂韧度的特点,是一种脆硬材料,在加工过程中容易发生脆性断裂,导致加工表面出现破碎层、裂纹、残余应力等表面缺陷和亚表面缺陷,而这些缺陷会极大地影响氮化铝陶瓷的导热能力,比如,氮化铝热导率可高达320W/mK,但是表面缺陷的存在可能造成实际产品的热导率还不到200W/mK。而超光滑的表面能够降低内阻,有利于提高散热能力。因此,氮化铝陶瓷的表面质量和加工精度很大程度上会影响着散热效率,获得高质量的加工表面、实现氮化铝陶瓷表面的超低损伤是十分必要的。
三、超精密加工技术
氮化铝陶瓷是一种多晶材料,由大量氮化铝晶粒液相烧结而成,后续需经研磨抛光等过程才能得到高质量的加工表面。目前,氮化铝陶瓷的表面平整化加工方法主要以抛光磨削为主,其他超精密加工方法为辅。常用的超精密加工方法有化学机械抛光、磁流变抛光、电解内修整磨削、激光加工、等离子辅助抛光以及复合抛光等。
1.化学机械抛光工艺(CMP)
化学机械抛光属于全局平坦化技术,是可以提供整体平面化的表面精加工技术,工作原理图如图1所示。工艺装置主要由抛光盘、工件夹具及抛光液输送装置三部分构成。化学机械抛光工艺是化学和机械综合作用的过程。抛光盘上粘贴有抛光垫,并且可以自旋转,通过承载器给氮化铝陶瓷施加正压力,使其与抛光垫两者之间有合适的正压力,能够产生相对运动。抛光液通过蠕动泵不断的流到抛光垫上,使之在氮化铝陶瓷和抛光垫之间持续流动,陶瓷表面与抛光液不断发生反应,通过抛光头的高速运动将反应物去除,达到表面平整光滑的效果。
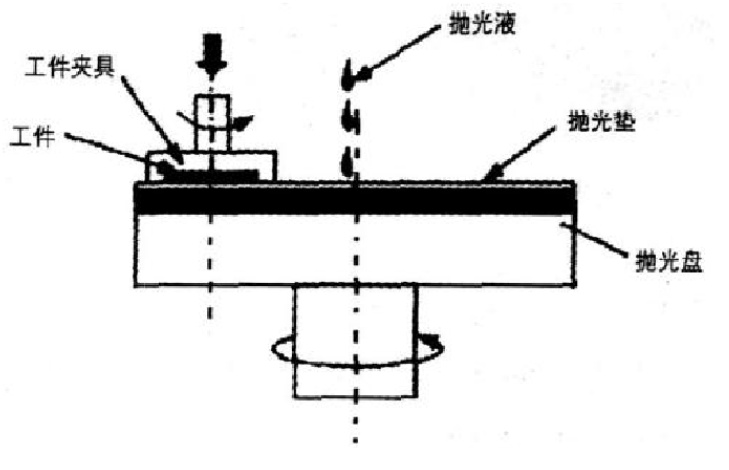
图1 化学机械抛光原理(图源:创力研磨)
化学机械抛光工艺抛光效果较好但也存在缺点,一是经过化学和机械综合作用后,氮化铝表面容易出现微裂纹。二是研磨液会造成污染,需要进行专门处理,且抛光垫加工过程中会磨损,需要定期进行修正。目前,受制于磨料、抛光垫种类、抛光工艺等限制,用于氮化铝陶瓷的化学机械抛光工艺尚不如用于碳化硅等的技术成熟,需要进一步的完善。
2.磁流变抛光工艺(MRF)
磁流变抛光技术是利用磁流变抛光液在磁场中的流变性进行抛光的一种超精密加工方法。其工作原理如图2所示。抛光盘位于磁极的上方,加工的氮化铝陶瓷位于抛光盘上方,且与抛光盘之间有一定的距离,施加磁场时,在这个间隙内会形成高强度的梯度磁场。磁极的强大磁场致使磁流变液的流变特性发生急剧转变,磁性粉粒会沿着磁场分布线形成链状结构,磨料依附在铁粉结构表面,从而具有强剪切力,得以实现氮化铝陶瓷表面的材料去除。
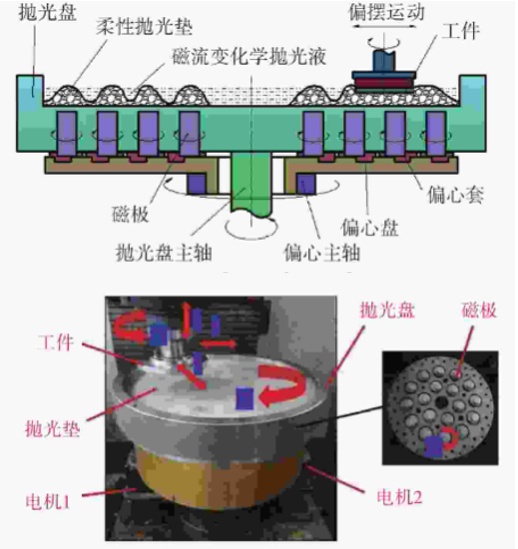
图2 磁流变抛光装置原理图与实物图(图源:金刚石与磨料磨具工程)
磁流变抛光技术是介于接触式抛光与非接触式抛光的一种抛光方法,具有精度高、无磨损、无堵塞的优点,其缺点在于磁流变液的制备技术复杂、制备成本高昂,不适用于规模化使用。
3.电解内修整工艺(ELID)
电解内修整磨削技术是将传统磨削、研磨、抛光结合为一体的复合镜面加工技术,适用于对硬脆材料进行超精密镜面磨削,其工作原理如图3所示。砂轮与电源正极相接做阳极,工具电极做阴极,电解磨削液进入砂轮和电极的间隙,在电解过程中,砂轮表层的金属基体被电解,逐渐露出崭新锋利的磨粒,形成对砂轮的修整作用;同时,砂轮表面会附着一层钝化膜,抑制砂轮的过度电解,从而使砂轮始终以最佳磨削状态连续进行磨削加工。
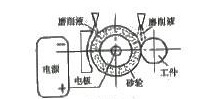
图3 电解内修整磨削原理(图源:北京工业大学学报)
电解内修整磨削技术具有高效性、工艺装置简单、磨削质量高、腐蚀性小的特点,但在磨削过程中容易产生残余应力、裂纹等缺陷。
4.激光加工工艺
激光加工是一种非接触式的先进加工技术,是适合脆硬型陶瓷材料的一种加工方法。其工作原理是将光通过透镜聚集成一个极小的光斑,使光斑达到极高的能量密度和温度,从而使被加工物质熔化或汽化,如图4所示。激光加工工艺具有成本低、效率高以及灵活性强的优点,其缺点在于难以控制产品的精度和表面质量。
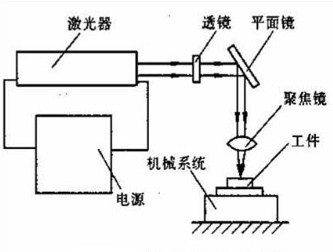
图4 激光加工工艺原理(图源:自动控制网)
5.等离子体辅助抛光工艺(PAP)
等离子体辅助抛光是一种非接触式的干法刻蚀工艺。其工作原理如图5所示,该装置由上下金属电极、密封圈、等离子体构成的磨石以及上下旋转装置构成。将加工工件置于抛光液中,施加一定的电压,使其周围的抛光液汽化,形成一个包围气层,通过在气层的不同位置形成放电通道,将表面材料有选择地去除,实现表面抛光。
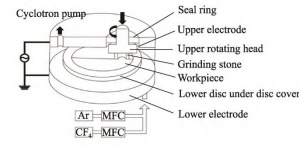
图5 等离子辅助抛光原理图(图源:陶瓷学报)
等离子体辅助抛光对形状复杂的工件能够达到很好的抛光效果,但材料的去除率较低,并且加工设备昂贵,不适用于大规模使用。
6.复合抛光工艺
对于氮化陶瓷这类硬脆性材料,非接触式的加工方法,往往存在成本高、效率低、环境污染等问题。而接触式加工方法虽然效率高、精度好,但会存在表面损伤,因此单一的加工方式难以同时满足效率、精度、成本等多方面要求。为提高表面质量和加工效率,可以采用多种加工手段进行复合抛光,复合抛光技术对控制损伤、提高表面质量、增大材料去除率有很大帮助,可以获得更加平整光滑的表面。常见的复合抛光工艺有超声振动辅助磨削、超声波磨料水射流抛光以及超声辅助固结磨粒化学机械抛光等。
参考来源:
[1]关佳亮等,基于ELID精密镜面磨削技术的外圆精加工工艺
[2]白振伟等,氮化铝基片的集群磁流变抛光加工
[3]潘飞等,氮化铝陶瓷的超精密加工研究现状与发展趋势
[4]刘海华,热压烧结氮化铝陶瓷制备工艺的研究
[5]吕帅帅等,高导热氮化铝陶瓷制备技术的研究现状及发展趋势
(中国粉体网编辑整理/梧桐)
注:图片非商业用途,存在侵权请告知删除!