中国粉体网讯 伴随高纯石英砂在新能源与新一代信息技术等战略性新兴产业中的核心节点作用日益凸显,其深度提纯技术体系迎来了跨越式发展。
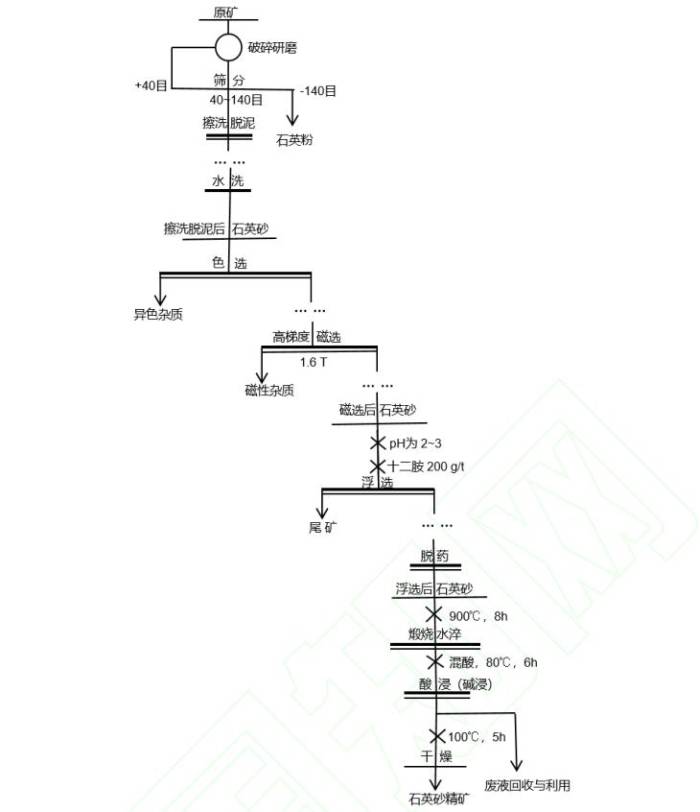
典型石英砂提纯工艺流程
石英九大提纯技术分析
破碎与研磨
石英常用粉碎设备为颚式破碎机、圆锥破碎机与球磨机等。颚式破碎机属于粗碎类型的设备,处理能力强,通常可达10~100t/h,通过颚式破碎机的应用,石英矿石将由较大粒度破碎成为10~100mm。圆锥破碎机主要被用于中碎,可将物料更进一步破碎成为5~20mm。球磨机则被应用在细碎工作中,可将石英砂磨至0.1~1mm的粒度状态。
在粉碎工作开展进程中,经由调控进料粒度、磨矿时间等参数信息,可获取粒度适宜的石英砂产品。如球磨机的球料比通常控制于2~5∶1,磨矿时间需结合产品粒度要求确定,一般为2~8h。
近年来,强化杂质暴露并降低过粉碎的选择性破碎技术备受关注,其中高压电脉冲破碎(HVP/EPF)展现出显著的应用潜力。该技术基于放电冲击与电击穿效应,驱动裂纹优先沿晶界、相界及包裹体界面扩展,进而大幅提升石英砂与杂质的单体解离效率。
传统机械破碎(左)和高压脉冲破碎(右)的效果对比

擦洗
擦洗可促使石英砂中的含铁量由0.1%~0.3%下降至0.05%~0.15%。后者则可以更加快速、有效地损坏石英砂表面附着的杂质薄膜,其擦洗时间通常控制在30~60min左右,可更进一步降低杂质含量,提升石英砂的纯度。
筛分与分级
石英应用频次较高的分级方式为筛分分级、水力分级与气流分级3种。常用分级设备为振动筛、水力旋流器、气流分级机等。振动筛的筛分成效高达80%~90%,水力旋流器的分级精度优良,可分离出0.01~0.1mm的颗粒,气流分级机的应用则可以达成更精密的分级目标,满足高纯石英砂对颗粒匀称性的要求。实际生产中,经常将入选物料的粒度严格把控在0.074~4.75mm的最优区间。
色选(光电分选)
色选技术多布置于破碎筛分后的干法段,用于原料预选或成品精整,以提升白度与外观一致性、降低批次波动。色选对离散分布的高杂质颗粒剔除效果较好,但对以微细薄膜或包裹体形式存在的铁杂质作用有限,通常需要与擦洗脱泥和磁选等工艺协同实现深度除杂。
磁选
磁选现已成为石英砂提纯过程中应用最普遍的技术手段之一。其中,湿式强磁选与高梯度磁选在细粒级弱磁性杂质去除方面优势较为明显,因此常被用于石英砂的深度除铁过程。从实际应用情况来看,高梯度磁选在处理弱磁性杂质时通常需要控制适宜的磁场强度,最佳磁感应强度多集中在1.0~2.0T范围内。该范围内既有利于提高弱磁性矿物的捕集能力,也能够在一定程度上兼顾石英砂产品的回收率。
此外,磁选效果还与给矿粒度、矿浆浓度、流速等因素密切相关,并非单一由磁场强度决定,并且选粒度控制不当,或细泥含量较高,均可能加剧机械夹带,从而影响最终分选效果。因此,在磁选过程中应结合原料性质对操作参数进行优化,以提高杂质去除效率。
浮选
浮选工艺被广泛应用于剔除长石、云母、褐铁矿等弱磁/非磁性伴生脉石。基于矿物表面润湿性的差异的选矿实现了Al、K、Na、Fe等元素的高效脱除。当前工业应用的高纯石英浮选工艺主要包括“有氟有酸”、“无氟有酸”及“无氟无酸”三种工艺,其核心区别在于矿浆环境的调控策略及对长石、云母等杂质表面活化/抑制机理的不同。
其中,绿色先进的无氟无酸工艺致力于在中性或碱性矿浆中完成分选,进一步降低了环保与设备成本。其核心在于高度依赖阴/阳离子混合捕收剂与抑制剂、活化剂的协同作用。
热处理工艺
在高温环境中,石英内部存在的若干气态与液态包裹体将逐渐膨胀、破裂。在高温的影响下,还可以使石英进行晶型转变,强化石英的化学活性,这就有益于杂质和提纯试剂之间产生反应。除上述作用外,通过煅烧,可清除石英表面存在的有机物与部分挥发性杂质,保障石英砂的纯度,为生产高质量的高纯石英砂打下基础。
石英提纯常用煅烧设备为马弗炉、回转窑等,前者适合应用在小规模实验与生产中,其可精准控制温度与气氛。后者则更加适合应用在大规模工业化生产活动中,其具备较强的持续性、效率高特点。煅烧工艺参数主要包含温度、时间与气氛。煅烧温度通常处于800~1200℃之间。
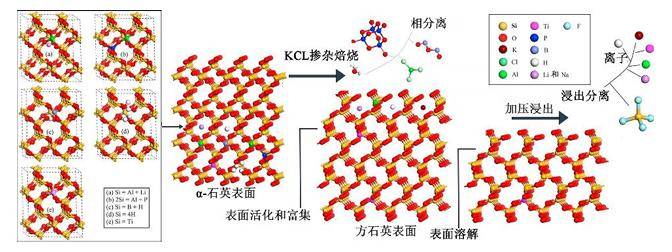
但是对于结构型硼以及K、Na等与Si—O骨架结合紧密的痕量杂质,需要依靠高温氯化焙烧来解决。在氯化焙烧升温过程中,石英会发生由α-石英到α-鳞石英再到α-方石英的晶型转变,这使得石英晶格中的金属离子可能会向石英表面进行定向迁移扩散,并与氯化剂进行反应生成低熔沸点氯化物,达到去除晶格杂质的目的。与此同时,由于在高浓氯化气氛作用下石英颗粒表面与内部会存在促使流体包裹体向外扩散的化学位梯度,从而脱除石英中的气液包裹体和羟基。
氯化焙烧和压力浸出过程中晶格分离的作用机制
碱浸
碱浸主要利用高温下NaOH、KOH等强碱溶液,与石英砂中的酸性氧化物杂质、硅酸盐脉石矿物发生反应,生成可溶性的硅酸盐、铝酸盐等产物,最终通过洗涤去除杂质。碱浸对Al2O3、TiO2等两性金属氧化物杂质具有优异的选择性溶出效果,尤其是对于石英颗粒表面、微裂隙中以氧化物薄膜、微细包裹体形式存在的铝、钛杂质。
目前高温碱浸是石英砂深度提纯中常用的强化除杂方法之一,该工艺的提纯效果主要受碱液浓度和反应温度等因素影响。适当提高浸出强度有助于增强脱杂效果,但若条件过于剧烈,则可能导致石英基体溶损加重,并增加Na+残留的风险。因此,碱浸处理后通常需配合充分水洗,必要时辅以酸洗中和,以降低可溶性盐类沉积引发的二次污染。
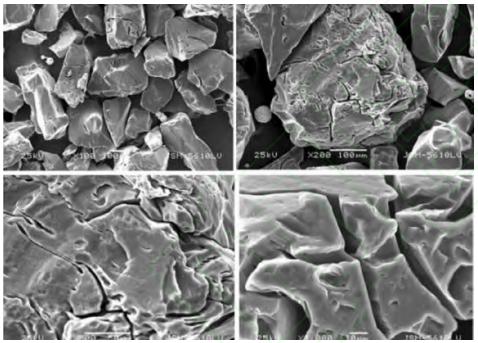
碱浸前后样品形貌变化图
酸浸
酸浸是石英砂深度提纯的关键环节,其本质为固液界面化学反应。在强酸的溶解和络合作用下,Fe、Al、Ti等金属氧化物及部分硅酸盐杂质由固相转入液相并被去除。为增强脱杂效果,工业上常采用混酸体系,其中HF主要用于溶蚀硅酸盐及晶格包裹体,无机酸(HCl、HNO3、H2SO4等)用于溶解金属氧化物,有机酸(如草酸、柠檬酸)则可促进金属离子的络合浸出。
石英提纯技术产业化应用现状
随着光伏、半导体等下游领域对石英纯度和品质要求的不断提高,各类提纯技术的产业化应用已呈现明显分层特征。各提纯工艺在目标脱除杂质、作用机理及技术局限性上存在显著差异,这也决定了其在实际工业中的产业化应用现状。
物理提纯在国内外均已实现大规模工业化,是石英砂预处理阶段的主流工艺。浮选已成熟应用于石英与长石、云母的分离,但对包裹体杂质去除效果有限;当前研究正朝着无氟浮选药剂与混合捕收剂方向发展,以降低环境负荷。这类物理预处理的投资与运作成本较低,以精制石英砂为例,其价格约为290~450元/吨,但产品纯度存在上限,难以满足4N级以上的纯度要求。
传统的盐酸-氢氟酸混酸路线在光伏级石英砂生产中已形成规模化工业体系。
深度提纯的核心工艺为氯化焙烧,目前全球仅美国矽比科集团等极少数企业实现该工艺的工业化应用,江苏太平洋石英股份有限公司等企业也已掌握相关技术,实现了坩埚用外层和中层砂的规模化生产,但用于半导体领域的6N级产品仍需通过下游的漫长认证流程。氯化焙烧的高能耗、对设备的苛刻要求及氯气泄漏风险,使其投资门槛远高于其他工艺,对应的产品市场售价也呈阶梯式跃升。
此外,高温真空焙烧和等离子体提纯等前沿技术已在实验室取得阶段性成果,可利用高温与热应力促使包裹体爆裂并脱除羟基及微量表面杂质,但目前多处于原理验证或中式阶段,距离大规模产业化仍有较大距离。
结语
从高纯石英提纯技术、装备发展的细节中可以发现,技术热点的演进深刻地受到产业需求、环保政策和基础研究三大驱动力的共同作用。从电子产业对基础纯度的要求,到新能源产业对低成本、高效率工艺的迫切需求,再到“碳中和”背景下对绿色制造和资源循环利用的推动,产业需求的迭代升级是技术发展的根本牵引力。
展望未来,高纯石英提纯技术已经朝着智能化(人工智能辅助工艺优化)、绿色化(全生物降解药剂体系)和精准化(原子级精度分离控制)的方向协同发展。
参考文献:
陈雅婷:高纯石英资源发展现状与提纯工艺研究进展,安徽科技工程大学
谢婷婷:高纯石英砂提纯工艺研究进展,江西理工大学
周文杰:高纯石英砂加工工艺技术探析,广西华宏建材有限公司
郜润博:高纯石英加工提纯技术研究现状与展望,郑州大学
高曦:高纯石英提纯技术热点演进分析,中国地质图书馆
(中国粉体网编辑整理/昧光)
注:图片非商业用途,存在侵权告知删除!