中国粉体网讯 钕铁硼永磁材料的磁性能核心取决于晶粒取向一致性与坯体成型质量,取向与压型工序是烧结钕铁硼生产的核心环节,直接决定磁体剩磁、矫顽力及整体均匀性,是连接磁粉制备与烧结热处理的关键纽带。该工艺的核心目的是让无序磁粉实现定向排列,同时通过精密压制获得高密度、低缺陷的成型生坯,为后续高性能磁体成型筑牢基础。
磁场取向工艺原理与核心要点
磁粉经气流磨细化后,单畴晶粒具备各向异性磁特性,天然存在最优磁化方向。磁场取向工艺就是利用这一特性,将磁粉置于强定向磁场中,迫使杂乱分布的晶粒沿磁场方向规整排列,消除磁畴无序抵消的问题。取向效果直接决定磁体极限磁性能,取向度越高,磁体剩磁与磁能积越优异。
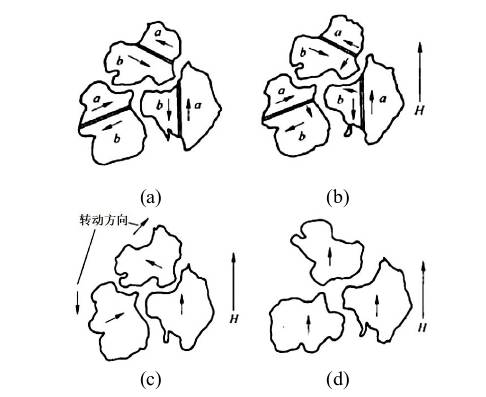
磁粉颗粒取向示意图
工业生产中,取向磁场强度需稳定在1.5T以上,磁场均匀度控制在±5%以内,避免局部取向不均导致磁性能偏差。同时磁粉需保持低含氧量、高流动性,防止粉末团聚,保障晶粒可自由转动完成定向排布,这是提升取向精度的核心前提。
精密压型成型核心流程
钕铁硼取向压型工艺根据生产设备、施压方式和产品需求,主要分为模压磁场成型、冷等静压成型、橡胶模压成型三类,不同工艺适配不同规格、性能的磁体产品,工业生产中多组合使用,保障成型质量与磁性能。取向工序与各类压型工艺同步配合,在磁场作用下完成晶粒定向排列,再通过对应施压方式固化坯体结构。
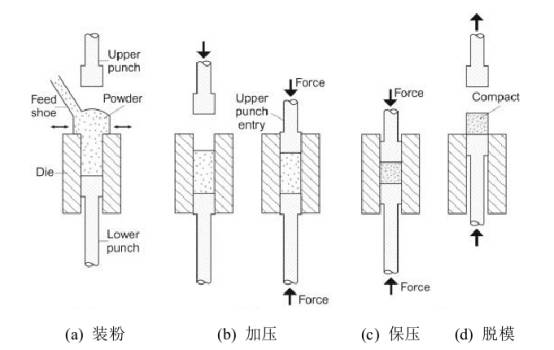
粉末压制示意图
1. 磁场模压成型工艺
磁场模压是量产基础成型工艺,将细化磁粉填入刚性金属模具,在定向磁场环境下完成垂直单向或双向压制。该工艺操作简单、成型效率高,可直接压制出形状规整、尺寸精度较高的生坯,适配方块、圆片、圆环等常规标准化产品。工艺短板为单向施压会导致坯体存在轻微密度梯度,内部孔隙分布不均,高牌号、高精密磁体单独使用该工艺难以满足性能要求。
2. 冷等静压成型工艺
冷等静压为二次致密化核心工艺,是高性能钕铁硼生产的关键工序。将模压初成型的生坯密封于柔性胶套中,置入高压介质腔体,通过200MPa左右的超高压全方位均匀施压。该工艺可彻底消除模压带来的密度梯度与内部微小气孔,让坯体整体致密度、结构均匀性大幅提升,有效避免烧结变形、开裂问题,主要适配高磁能积、大尺寸、高一致性的高端钕铁硼产品。

冷等静压机 图源:山西金开源实业有限公司
3. 橡胶模压成型工艺
橡胶模压属于柔性成型工艺,结合刚性模具与柔性橡胶衬模进行压制。依托橡胶的柔性贴合特性,可实现复杂异形结构的一体成型,弥补传统钢模无法加工异形、曲面、薄壁磁体的短板。同时施压过程应力分布均匀,晶粒取向不易错位,生坯缺陷少,专门用于异形、非标定制化钕铁硼产品的成型生产。
工艺关键参数与质量控制
钕铁硼取向压型的成品性能偏差,绝大多数源于工艺参数匹配失衡与成型过程微观缺陷,行业依据永磁材料烧结成型机理、晶粒生长规律及量产质控标准,明确磁场强度、压制压力、保压时间、生坯密度四大核心管控指标,各参数相互制约、协同作用,直接决定磁体取向度、致密度与结构稳定性,是保障磁体剩磁、矫顽力一致性的核心依据。
磁场强度是决定晶粒取向精度的先决条件,具备明确的理论与量产依据。钕铁硼单畴磁粉的晶粒转动需克服粉末间摩擦力与团聚阻力,根据工业成型标准,取向磁场强度需稳定≥1.5T,高牌号高端磁体需提升至1.8T以上,同时磁场均匀度控制在±5%以内。若磁场强度不足,晶粒无法完全克服阻力完成定向排布,取向度大幅下降,直接导致磁体剩磁、磁能积衰减15%~20%;磁场分布不均则会造成坯体局部取向差异,成品磁性能离散度超标,无法满足精密设备使用要求。
压制压力遵循“致密不碎晶”的成型机理,压力参数需精准匹配磁粉粒度与产品规格。理论研究表明,压力过低(低于50MPa)时,磁粉颗粒间隙无法有效压实,生坯孔隙率高、致密度不足,烧结过程中易出现收缩不均、变形开裂;压力过高(超过100MPa)则会产生机械挤压损伤,破碎完整单畴晶粒,破坏磁畴结构,直接降低磁体矫顽力与耐温稳定性。常规模压工艺压力控制在60~90MPa,冷等静压统一稳压200MPa,可平衡生坯致密度与晶粒完整性。
保压时间是消除内应力、固化取向结构的关键保障。快速施压后磁粉颗粒存在弹性回弹趋势,短保压会导致晶粒轻微错位、坯体密度回弹,造成隐性结构缺陷。量产实践证实,根据生坯厚度适配1~3s保压时长,可充分释放成型内应力,固定晶粒取向排布状态,大幅降低后续烧结形变概率,同时保障坯体各区域密度均匀统一,提升产品批次一致性。
生坯密度是衡量压型质量的综合量化指标,也是烧结工序的核心前置参数。标准成型生坯密度需稳定在4.0~5.0g/cm³,密度过低会使烧结收缩量过大、成品尺寸偏差超标;密度过高则坯体内部应力集中,烧结时易开裂报废。通过精准匹配上述三项参数,可将生坯孔隙率、密度差控制在行业允许范围内,为后续烧结调质提供稳定坯体基础。
除核心工艺参数外,全过程环境管控与坯体转运质控是性能稳定的重要保障。钕铁硼磁粉活性极高,极易氧化影响磁性能,因此成型工序需在低氧、恒温恒湿环境中作业,严格控制环境氧含量≤50ppm,杜绝粉末氧化、杂质混入。成型后生坯结构疏松、强度较低,需轻拿轻放并快速转入烧结工序,缩短空气暴露时间,防止表面氧化、吸潮缺陷。全流程标准化质控可有效规避性能波动、外观缺陷问题,实现钕铁硼磁体高性能、高一致性规模化量产。
结语
综上所述,磁场取向与压型工艺是决定烧结钕铁硼磁体磁性能、结构稳定性与产品合格率的核心前置工序。磁场取向实现了磁粉晶粒的有序排布,从根源上锁定磁体磁性能上限,而多元化的压型工艺则可根据产品需求实现标准化、高端化、异形化坯体精准成型。同时,磁场强度、压制压力、保压时间等关键参数的精准把控,搭配规范化的生产质控体系,能够有效规避成型缺陷、统一产品批次性能。整套工艺的精细化管控,是平衡钕铁硼产品质量、性能与生产效率的关键,也是高端高性能钕铁硼磁体稳定量产的核心技术保障。
参考来源:
武卯泉:钕铁硼生产取向成型工艺段自动化系统设计
董楠:烧结钕铁硼粉末定量上料及取向成型工艺研究
甘家毅,等:钕铁硼磁性粉末压制工艺的研究进展
(中国粉体网编辑整理/留白)
注:图片非商业用途,存在侵权请告知删除!