中国粉体网讯 12月28日,小米汽车技术发布会上,小米发布了采用CTB一体化电池技术的小米800V电池包,全球最高体积效率77.8%。
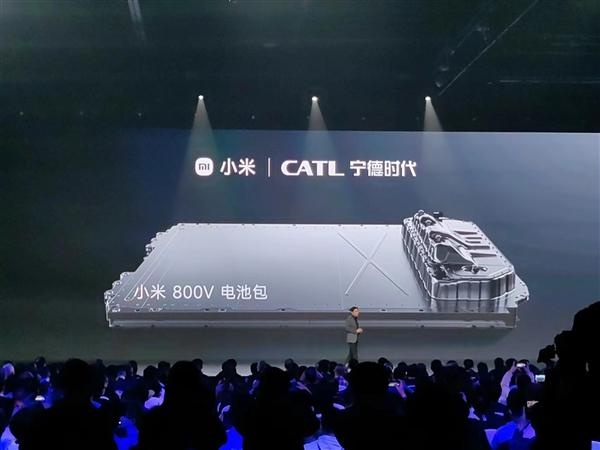
雷军介绍,小米800V电池包通过全球最严苛的热失效安全标准,包括1050+项安全测试验证,20倍国家标准测试项目数。小米800V电池包采用17层高压绝缘防护,7.8m2同级最大冷却面积,并使用165片气凝胶隔热;具备14层硬核物理防护,包括3层顶部防护、3层侧面防护、8层底部防护;采用行业首创电芯倒置技术,即便单块出现泄压也更安全,最大程度保证乘员舱安全;还搭载全栈自研的小米电池管理软件,10倍行业水平监测频率,24小时云端守护。
何为CTB技术呢?
CTB技术是把车身地板面板与电池包上壳体合二为一,集成于电池上盖与门槛及前后横梁形成的平整密封面通过密封胶密封乘员舱,底部通过安装点与车身组装。即在设计制造电池包的时候,把电池系统作为一个整体与车身集成,电池本身的密封及防水要求可以满足,电池与成员舱的密封也相对简单,风险可控。CTB技术实现从车身一体化向电池车身一体化的转变,有助于空间利用率的提高以及电动车性能的进一步释放。
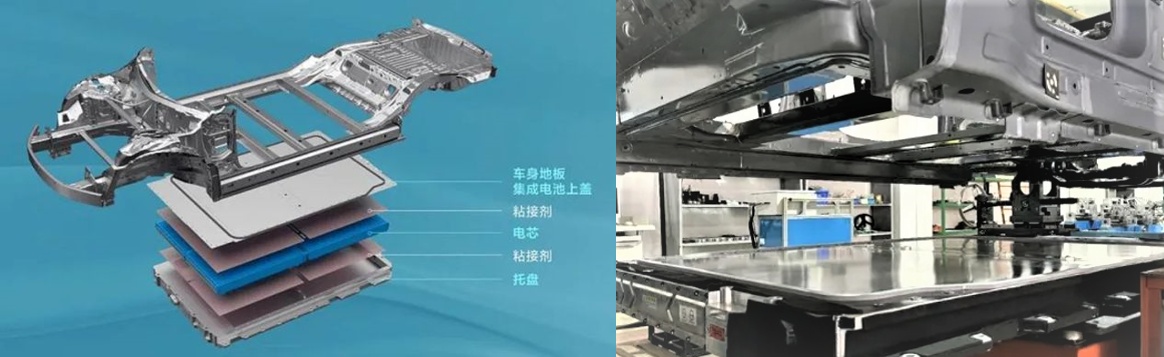
CTB结构示意图
CTB技术的优势在哪里?
1、提高驾驶舒适性
和燃油轿车相比,大部分纯电轿车的地板高度会更高,后排乘客乘坐时会有种腿部被折叠的感觉。相同的结构条件下,使用CTB方案相较于CTP方案垂直方向的乘坐空间能够增加10毫米,增大车内空间。同时车身地板与电池上盖板结合在一起,能够有效抑制车身结构动态模式下引发的多余振动,提升车辆的NVH水平。
2、增加续航
CTB技术可以提升电池包的体积能量密度和质量能量密度,用更小的重量换来更高的电量。搭载CTB技术的车型能够在保证实用性和空间的宽敞性基础上营造出更低趴的造型,并且在设计师的设计之下,不管是视觉感受,还是空气动力学的设计都具有优势,通过降低车身的风阻系数,使得能耗降低,从而增加续航。
3、提升安全性和操控性
由于CTB技术将电池上盖板与车身地板整合在一起,电池包可以参与到力的传导过程中来,为车身提供结构支撑。同时车身的吸能空间更充足,能量传递路径更顺畅,在危险发生的时候,能够大幅度保护我们驾乘者的安全,在CTB技术的支持下,不仅整车安全性大大提升,车身刚度的显著提高,也能让车辆的操控响应更灵敏。再考虑整车质心的降低,车辆在高速过弯时姿态更稳定,车身形变量小,提供的侧向支撑更足,整体响应跟随性强,操控性能也会随之提升。
参考来源:
界面新闻、快科技、上汽安全与CAE技术.浅谈CTB电池车身一体化技术等
(中国粉体网编辑整理/苏简)
注:图片非商业用途,存在侵权告知删除!