中国粉体网讯 钛白粉又名二氧化钛,具有折射率高、遮盖力大、分散性好、白度好、无毒、物理和化学性质稳定等一系列优良性能,被认为是目前世界上性能最好的一种白色颜料,被广泛应用于涂料、塑料、造纸、橡胶和油墨等工业领域和食品领域。
目前世界上成熟的钛白粉生产工艺主要有硫酸法和氯化法两种。近年来,中国钛白粉行业面临着产业结构调整、产品升级的关键时期,各钛白粉企业环保压力愈来愈中重,氯化法的一系列优点使其成为中国钛白粉行业的热点,引得无数企业趋之若鹜,它到底具有何种魅力?与之相对的硫酸法出路何在呢?
钛白粉生产工艺
硫酸法钛白粉生产工艺
主要以钛铁矿或酸溶性钛渣为原料,用硫酸将钛原料分解成TiOSiO4溶液再进行除杂、分离,最终获得成品钛白粉。
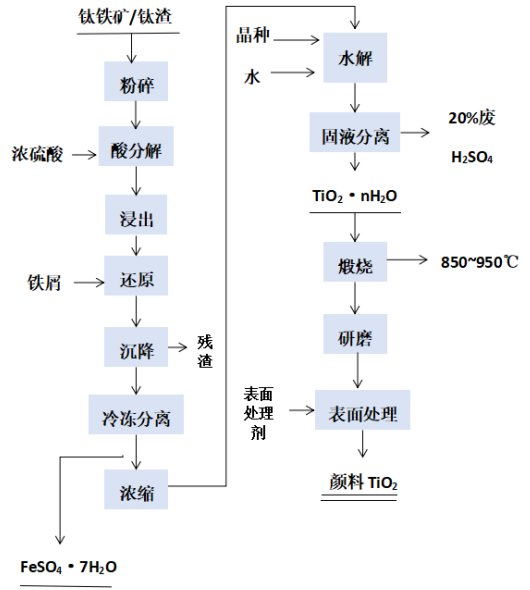
硫酸法制备钛白粉的工艺流程图
氯化法钛白粉生产工艺
氯化法工艺用富钛料,如天然金红石、人造金红石、高钛渣或UGS渣等,与氯气反应生四氯化钛等,再将精制后的四氯化钛进行气相氧化获得粗二氧化钛,后处理获得高品质的钛白粉。
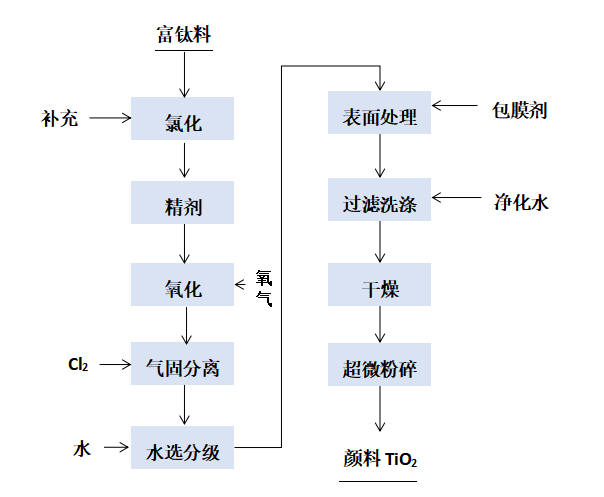
氯化法制备钛白粉的工艺流程图
硫酸法和氯化法工艺对比
硫酸法和氯化法综合对比
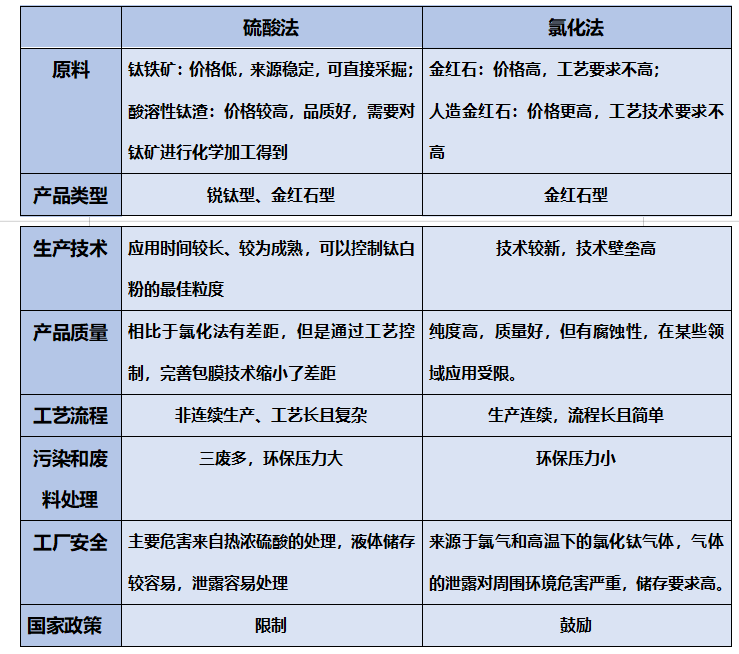
从生产技术上看,硫酸法始于1916年,发展时间较长,技术相对成熟,但是生产工艺较为复杂,每一步都需要精确的控制,这些都需要企业的积累才能逐步的完善。氯化法生产工艺难度较大,对设备要求较高,我国多使用进口设备,还未完全掌握核心技术,对于小型企业,缺乏研发能力更是难以进入。
从生产成本上看,硫酸法使用的原料为钛精矿,氯化法使用的原料多为金红石,根据2018年全年均价来看,钛精矿价格在每吨1250元左右,金红石价格在每吨6650元左右。因此硫酸法原材料成本远远低于氯化法的原料成本。在投资资金方面,硫酸法工艺流程较长,但设备简单,硫酸法钛白粉的投资大约在9000万元/万吨,而氯化法钛白粉的投资大约在2-4亿元/万吨,单上一套10万吨氯化法生产线,投资就需要20亿元人民币左右(一套硫酸法装置的投资少于相同规模的氯化法装置的一半),另外,氯化法设备折旧要远远高于硫酸法钛白粉。总的来看,氯化法生产成本要远远高于硫酸法。
从产品性能和价格上看,氯化法钛白粉粒径分布往往很窄,比硫酸法钛白粉遮盖力更强,具有高耐候性和高耐白性,金红石相转化率可达100%,白度较好,比同类硫酸法钛白粉高3%-4%。由于氯化法生产原料要求高,生产设备投资大,因此其价格比硫酸法钛白粉要高。
从环保角度上看,氯化法有着更明显的优势,硫酸法钛白粉生产一方面钛铁矿需 要大量用水来冲刷杂质和生产后的废酸,另一方面生产一吨钛白粉需要产生约8吨20%的废酸,2万立方米左右的酸性含尘废气和4吨左右的含钛石膏产物, 由此造成的“三废污染”严重。氯化法由于原料矿石纯度高,废杂排放少,生产一吨钛白粉仅需排放15吨废水和0.15吨左右的废渣。
氯化法成为大势所趋,硫酸法出路何在?
我国钛白粉企业多以硫酸法工艺为主,生产过程产生大量的废酸和废渣,因此钛白粉行业在我国属于高能耗、高污染行业。近年来,许多产业政策中明确鼓励新建氯化法钛白粉线,限制硫酸法钛白粉产能在供给侧改革和环保政策高压下,拥有氯化法核心技术的先进企业将享受政策和市场红利,一些硫酸法小企业不得不退出市场。
如此来说,硫酸法钛白粉就没有竞争力了吗?其实不然。虽然目前中国氯化法钛白粉实现了初步突破,但是由于较高的技术壁垒,仅有龙蟒佰利、锦州钛业、云南新立(已被龙蟒佰利收购)、漯河兴茂具备氯化法钛白粉量产的能力,其中龙蟒佰利在焦作新建的二期装置正在逐步投放产能。总的来看,无论是已建成生产的现有企业,还是在建的工程项目,都只能说是规模的初步进展,他们都面临关键技术的瓶颈。因为这些年来,既无国际成套先进技术的引进,也缺乏国内自我开发技术的基础。国内氯化法产品品质与国外差距也较大,不能够与国外氯化法产品同级论剑,且氯化法投入高,资金回报慢,在和硫酸法的竞争中并没有取得绝对的优势地位,中国氯化法要实现真正突破还任重道远。
作为硫酸法企业需要做的是加大研发力度,提高产品的一致性和稳定性。另外要更加注重环保和清洁生产,向废副综合利用和低排放、零排放方向努力。尤其是要关注和发展低浓度废酸、废水的净化处理与回用技术,缩减由此大量排放产生的大量钛石膏堆存问题,这些将是实现产业绿色升级的关键一环。因此,国内硫酸法钛白粉企业只有提升产品档次,与国际先进产品抗衡,提升产品品质,真正使中国钛白粉迈向中高端,进一步开发氯化法生产工艺不能够覆盖的催化、化纤、特殊钛白粉等领域,才能够保证硫酸法钛白粉在未来的竞争力。
参考资料:
毕胜.2019年中国钛白粉工业状况及发展趋势
李化全.硫酸法钛白粉二十年发展浅析
廖鑫、杨绍利等.钛白粉制备技术的研究及发展
中国产业信息网、未来智库
注:图片非商业用途,存在侵权告知删除