中国粉体网讯 镁合金是实际应用中质量最轻的金属结构材料,同时,镁合金具有比强度和比刚度高、弹性模量大、生物相容性好、导热导电性好、电磁屏蔽能力强和阻尼减震性能好等优点,被广泛应用于航空航天、交通运输、国防军工、装备制造和3C电子等领域,被誉为“二十一世纪最具发展前景的绿色工程材料”。

图片来源:Pixabay
轧制是生产镁合金板材的主要方法之一,可灵活生产不同厚度和宽度的板材。轧制是塑性成形方法中制备镁合金板材最经济有效的方法,轧制过程可以细化晶粒,改善组织并显著提高合金的力学性能,多年来已经发展了许多种轧制技术。然而,目前镁合金板材轧制技术还不成熟,轧后板材各向异性高,冲压成形性差,边缘开裂严重,材料利用率低,因此,需要通过研究镁合金板材的轧制方法来促进镁合金发展。
镁合金轧制方式有哪些?
轧制方式可分为常规轧制和特殊轧制。常规轧制分为:传统轧制、热挤压轧制和双辊连续铸轧;特殊轧制主要有:异步轧制、交叉轧制、大应变轧制、电脉冲轧制等。
1常规轧制(NR)
1.1传统轧制
传统轧制是通过在轧机上热轧和温轧镁合金铸锭,有时也在最后采用冷轧来制备镁合金板材的工艺。
传统的轧制方式可以细化镁合金组织晶粒,能够一定程度的使力学性能有所改善,但是它也存在着一些不足。因为采用的是多道次小变形量轧制的工艺措施,需要中间退火和加热轧辊,低效且浪费资源,造成镁合金板材轧制生产的成本一直很高。
1.2热挤压轧制
一般而言的热挤压轧制法,是通过热挤压开坯将板材轧制成所需要的形状的轧制工艺方法。
因为挤压过程是在在挤压筒中进行,使得板材散热较慢,最大程度的发挥出它的塑性,从而一定程度上可抑制镁合金产生裂纹,因此该方法适用于大部分的镁合金板材的生产,但该方法尚存在一些缺点,比如轧制的板材尺寸不能太大,材料轧制过程浪费大,成品率低,设备和仪器投资大。
1.3双辊连续铸轧
镁合金采取双辊连续铸轧技术(TRC)制备镁合金板坯示意图如图1、图2所示,分别是水平双辊铸轧和立式双辊铸轧。它使用2个反向旋转辊作为结晶器,在熔化镁合金配料后,通过分配系统(铸嘴)将熔体均匀地送入铸辊之间,铸辊将铸造和塑性加工合为一体(镁合金溶液在快速冷却的同时发生塑性变形),以较高的效率制备出所需求的镁合金板坯。
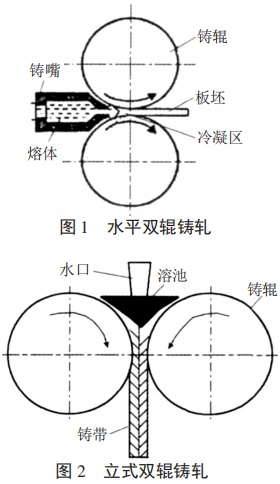
该工艺不经过热轧,与传统方法相比,双辊连续铸轧技术生产周期短,效率高,成本低,节省能源,成材率高,并且轧后板材表面光滑,组织性能致密。但利用该方法制备镁合金板材晶粒粗大,存在难以排除的氧化夹杂和铸板缺陷,并且可生产的板材尺寸有限。于是,现在许多研究人员正在添加一些金属精炼剂来精炼铸件,以获得具有细小均匀晶粒的镁合金铸轧板材,总之,该技术具有巨大的发展潜力。
2特殊轧制
2.1异步轧制(DSR)
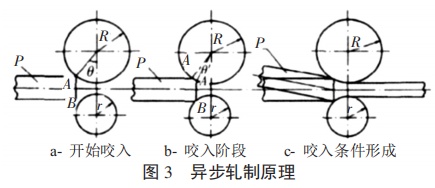
异步轧制原理如下图3,它通过改变上下轧辊直径、转速、摩擦条件使得两个工作辊表面线速度不相等,在轧制变形区形成了“搓轧区”,搓轧区减小了外摩擦水平压力对变形的阻碍作用,从而显著降低了轧制变形时的总压力。故采用异步轧制使得板材晶粒细化,并且板材基面织构强度得到减弱,屈服强度降低,塑性提高。
2.2交叉轧制
交叉轧制后板材晶粒变小,组织均匀稳定,同时改善了基面织构,使板材的塑性韧性提高,但冲压成形性能却稍有降低。同时交叉轧制技术可以优化镁合金的各向异性,使得力学性能更为均匀,板在不同方向上的力学性能在板面上较少。除此之外,交叉轧制后镁合金板材基面织构改善与晶粒细化使得板材强度增强,而板材胀形性能降低。因为轧制方式对板材有所限制,交叉轧制加工工艺复杂,不适用于镁合金板材的大规模制备。
2.3大应变轧制(LSR)
大应变轧制工艺是采用的剧塑性变形技术,能使晶粒尺寸发生大程度的减小,可获得超细晶组织材料。大应变轧制可分为累积叠轧和等径角轧制。
(1)累积叠轧
累积叠轧是剧烈塑性变形技术之一,这种工艺方法是在一定温度下,将进行加工硬化及脱脂等表面处理后获得的两块尺寸相等金属板叠轧并使其自动焊合,然后用此工艺反复叠轧焊合从而获得的板材具有较大应变。
累积叠轧技术不仅设备投资低,工艺较其他方法简单,获得成品率高,而且薄板轧制不限制应变大小,材料的最终尺寸不发生改变,却可细化组织提高材料强度,此工艺方法被认为是最有望能制备大尺寸、高经济、高性能细晶镁合金板材的工业化生产的方法。该技术具有诱人的应用前景,但用此方法制备镁合金板材时仍有一些缺点,例如厚板在加工中发生大塑性变形并开裂,加热时易发生氧化现象和制备大尺寸的板材较困难等。现在的累积叠轧主要用于制成高性能薄板。
(2)等径角轧制
等径角轧制是基于等径角挤压的基本原理,将轧制和大剪切变形相结合的一项特殊轧制技术。等径角轧制工艺可以改善镁合金板材晶粒尺寸使得尺寸降低并产生大量细密孪晶,从而提高板材的强度和室温塑性变形能力。
另外,经等径角轧制后的板材晶粒会在剪切力作用下发生转动,从而造成基面取向演化为非基面取向,使基面织构明显减弱。该工艺有较大的应用前景,虽然有着轧制薄板时易失稳起皱和轧制工艺过程不稳定的缺点,然而,随着轧制通道的变大,板的强度变小,塑性和成形性有了明显的改善。
2.4电脉冲轧制
两个轧辊之间相互绝缘,施加脉冲电流同时进行轧制的工艺称为电脉冲轧制,将电流的电塑性效应和塑性完美结合,在电塑性作用下,其塑性有了很大的改善。电脉冲轧制技术有很多优点,例如降低材料的变形抗力,提高材料力学性能和成形极限,减少加工工序和改善产品质量等。因此,电塑性加工电脉冲轧制技术在镁合金塑性加工中具有很大的应用前景。
轧制成形边裂的研究
镁合金特殊的晶体结构和物理性质导致其在轧制过程中极易出现边裂等缺陷。边裂不仅降低板材的成材率,而且在后续轧制过程中会发生扩展,破坏生产过程的连续性,严重制约了镁合金的推广应用。因此,减少或消除镁合金板材的边裂缺陷,提高成品性能,已成为材料领域研究的热点问题。
影响边裂形成的因素
(1)轧制温度:温度是影响镁合金板材轧制过程的重要因素之一。镁合金在常温下塑性变形能力较差,一般需要对其加热后进行轧制。
(2)压下制度:压下制度既包含轧制道次的最大压下率,也包含该轧程累积的总压下率。首先,道次压下率达到一定数值后,镁合金板材就会产生边裂缺陷。其次,总压下率对边裂缺陷的形成也有很大影响。
(3)轧制速度:轧制速度对镁合金板材边裂的产生也有重要的影响。高速轧制可提高镁合金板材的轧制成形性能。
(4)应力状态:在金属变形过程中,大多数裂纹都是由不均匀变形和遇到障碍物(晶界或第二相)而引起的较高的应力集中。当应力集中达到临界断裂强度时,就会产生裂纹,镁合金板材边裂的产生亦是如此。
金属研讨会预告
国内外专家和学者在镁合金边裂的形成与控制方面进行了不懈的探索研究,并取得了一定的积极成果。但从科学研究和商业化利用的角度来说,还存在一些问题。2021年10月12-14日,中国粉体网将在安徽金陵大饭店举办“2021先进金属粉体制备及应用研讨会”,来自苏州大学的章顺虎副教授给大家带来题为《板材轧制过程优化控制》的报告。章老师从事轧制过程优化控制方面的研究,针对轧制模型精度及稳定性不足这一核心问题上接续开展了模型构建、改进以及应用的研究,取得了以下成绩:(1)破解了非线性能率求解的关键性难点,提出了导出轧制力理论模型的新解法,并证实了其在材料成形领域中的普适性;(2)提出利用大数据弥补轧制力理论模型效用不足的新方法,显著提高了模型的精度与稳定性。
专家介绍

章顺虎,苏州大学副教授,主持了8项科研项目,包括“江苏省优秀青年”人才基金与3项国家自然科学基金;获授权国家发明专利4项;以第一或通讯作者在Appl.Math.Model.(3篇),Int.J.Mech.Sci.(6篇),Meccanica(4篇)等国际知名期刊上发表SCI/EI论文36篇;出版专著2部。
参考来源:
【1】卢维娜,等.镁合金板材轧制成形现状及其发展.冶金与材料.2018.
【2】刘江林,等.镁合金板材轧制成形边裂的研究进展.材料导报.2020.
(中国粉体网编辑整理/星耀)
注:图片非商业用途,存在侵权请告知删除!