

中国粉体网讯 在众多铸造方法中,砂型铸造是最常见的生产方式,通过砂型铸造生产的产品占铸件总量90%以上。在砂型铸造过程中,铸造砂型质量与铸件的质量密切相关,传统的砂型制造方式不仅加工周期长、经济成本高,制作工艺也相对繁琐,在生产大型复杂铸件的砂型时,需要通过多个砂型拼接组合的方式获得。各砂型的外形尺寸和空间位置稍有偏差,就可能导致所铸出的产品报废,造成次品率提高、生产效率低下。
若采用3D打印技术,利用分层制造、逐层叠加的方式,恰好可以实现异形、中空、悬臂等复杂结构的加工,极大简化了砂型制造的工艺流程。通过3D打印的形式对铸造使用的树脂砂或覆膜砂进行分层凝结和叠加成型,直接构建铸造砂型,省去了中间环节,不仅有利于简化制造工艺、缩小累积误差,还实现了3D打印技术与铸造行业的无缝衔接,为3D打印增材制造技术与传统行业的相互融合起到了良好的示范作用。
砂型激光3D打印技术的原理
首先,运用三维造型软件建立砂型(芯)的三维CAD模型,利用分层软件对CAD原型进行切片处理,以获得每一层的截面轮廓及数据加工信息,激光扫描系统将按照其转化的电信号信息进行有序地扫描工作。
其次,在烧结工作平台上铺设一层事先制备好的覆膜砂,成型设备的扫描系统按照计算机输出的数据信息,控制激光束在指定路径上对覆膜砂进行选择性激光烧结,覆膜砂表面的树脂膜受热熔融并产生粘接,而没有被扫描到的覆膜砂仍呈现原有的自然松散状态并担当支撑作用。
最后,逐层铺粉、逐层烧结,循环往复,直至完成所有加工层面的扫描工作,获得覆膜砂型(芯)烧结原型件。
该技术为大型复杂薄壁整体铸件的高品质精密铸造提供了良好的技术途径,可实现复杂覆膜砂型(芯)的整体精确化制备,具有不受零件几何形状的限制,不需任何工装模具,能在较短的时间内直接将CAD模型转化为实体原型零件的特点。因此,近年来,大批国内外学者针对此技术开展了许多研究工作,并获得了极大的科研成果。
激光3D打印用覆膜砂的研究现状
覆膜砂由于其良好的流动性以及砂芯表面质量好等优良性能,而被广泛应用于铸造生产领域。随着快速成型技术在无模直接制造方面的快速发展,虽然覆膜砂作为烧结材料在快速成型各种复杂形状的砂型(芯)方面取得了突破性进展,但是覆膜砂的制备过程中仍存在某些不可控的因素,导致覆膜砂制件的性能达不到技术要求。因此,很多研究者为了进一步提高覆膜砂性能,一直致力于对覆膜砂原材料的成分配比以及覆膜砂的制备工艺的深入研究。

3D打印覆膜砂(图片来源:长江材料)
国内覆膜砂技术虽然一直在不断的发展,但是在覆膜砂的研究、生产及技术应用等方面仍存在许多的问题,针对覆膜砂的研发技术仍需改进提高。目前,国内许多小规模的覆膜砂生产厂家由于没有先进的设备工艺和精准的检测仪器,以及缺乏完善统一的检测准则作为指导,从而导致产品规格种类较少且质量不能得到有效的控制;除此之外,大多数厂家还缺乏对覆膜砂的自主研发能力,想要提高覆膜砂的市场与技术领先优势,还需在专用覆膜砂系列产品的研发领域不断继续努力。
一直以来,日本对覆膜砂的制备工艺方面稳居世界领先水平,不仅设备仪器先进、品种多、生产规模大,还一直致力于覆膜砂的质量提高、经济成本的降低以及尽可能的环保等方面发展。
覆膜砂的生产工艺
覆膜砂主要包含95%~99%的石英砂和1%~5%的树脂。基于激光3D打印技术的特殊成形方式与工艺特点,在能够保障烧结件满足使用性能指标的前提下,尽量使其具有较高的强度,较好的成型性,较低的发气性,良好的透气性。通过对粘结剂配比的调节以及其他添加剂的加入,不断对覆膜工艺进行优化,制备适用于激光3D打印用新型覆膜砂材料。
覆膜砂基本成分含量百分比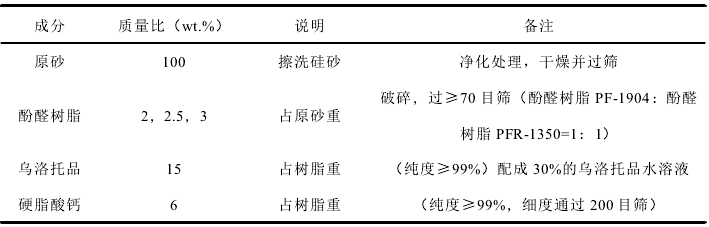
(来源:激光3D打印用覆膜砂制备及成型工艺研究,司晨)
目前主流的覆膜方式是干热覆膜法,用该法树脂用量少、覆膜质量高、生产效率高。该方法是将固态树脂加入到加热的硅砂中,由热来使树脂熔融,从而覆膜砂粒的一种方法。在干热法工艺中,原砂的预热温度不宜低于130℃,通常以高出树脂熔点50~100℃为宜,否则大颗粒树脂不能完全融化,将导致树脂分布不均,影响树脂的粘接效率。加乌洛托品水溶液时,砂温应降至105~110℃为宜,因为乌洛托品在117℃以上分解,放出次甲基(-CH2-)气体,而作为乌洛托品溶剂的水在100℃以上有利于挥发汽化。
覆膜工艺流程
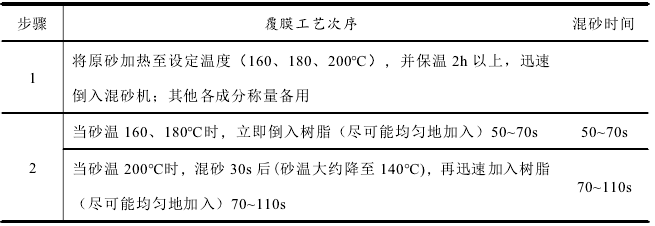
(来源:激光3D打印用覆膜砂制备及成型工艺研究,司晨)
干热法的制造过程是:原材料称量——砂加热——混制——破碎——冷却,该工艺过程的核心部件是混砂机,通常使用高速混砂机。被刮板所刮起的硅砂和树脂等在处于水平旋转的混砂机的叶轮与侧壁间混制流动。
3D打印覆膜砂用原材料——石英砂
基于激光3D打印技术特殊的成形方式与工艺特点,对覆膜砂的粉末特性(石英砂粒度分布、粘结剂种类与含量、添加剂等)亦有特殊的要求。材料特性直接影响覆膜砂烧结件的性能与成型质量。
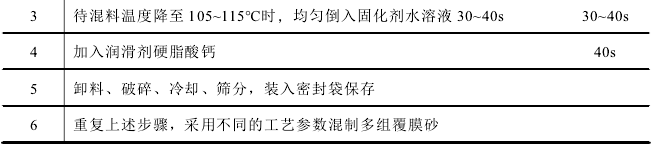
作为铸造用原砂,天然石英砂由于其相当丰富的资源、低廉的价格,并且能够满足大多铸造性能指标条件而被广泛地使用。硅砂主要矿物成分为石英(SiO2),铸造用硅砂都希望SiO2含量高、粒形好、杂质含量低,以保证其耐火度。一般地,铸钢用砂SiO2含量应>97%;铸铁用砂SiO2含量应>85%;非铁合金用砂SiO2的含量应>75%。原砂SiO2含量越高、灼烧减量越小,越易建立起具有较高附着强度的宽厚粘结桥,提高覆膜砂型(芯)的强韧性。
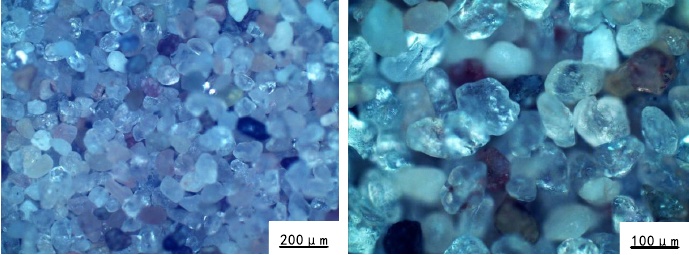
石英砂颗粒形貌(图片来源:激光3D打印用覆膜砂制备及成型工艺研究,司晨)
在各种石英矿床类型中,石英砂岩由于受粒度大小、球度、圆度和破碎率等天然因素制约,基本不适于3D打印砂;石英岩由于硬度大,破碎加工成本高,杂质提纯加工困难,缺少天然粒形和粒度,不适用于对球度、圆度等有要求的铸造用石英砂和3D打印砂;天然石英砂的主要优点是通常具有良好的天然粒度、球度和圆度,是加工铸造用石英砂、3D打印砂等产品的理想原料。
参考来源:
激光3D打印用覆膜砂制备及成型工艺研究,司晨,中北大学2018
我国石英资源概况分析与选矿提纯技术,张凌燕,武汉理工大学2021
铸造砂型3D打印技术的对比与应用分析,董莘等,自动化技术与应用2019
(中国粉体网编辑整理/平安)
注:图片非商业用途,存在侵权告知删除!















