众所周知,当前球磨机粉磨仍然是水泥粉磨的主要方式,水泥粉磨电耗和钢球钢段等金属研磨体的磨损占据着水泥粉磨成本的重要部分。目前水泥行业的现状不容乐观,如何在传统技改举措已经到位后再次降低生产成本、提高企业竞争力,成为摆在行业面前的首要任务。
近年来,一种优质耐磨的新型氧化铝陶瓷研磨体顺势而生,这种新型研磨体的推出在业界无疑是一道亮光,改变了长期以来水泥球磨机研磨体依靠金属研磨材料的现状,为水泥粉磨的节能环保注入了新鲜活力,既响应了国家节能减排号召,又降低了企业生产成本,也提高了企业经济效益和社会效益。
但是,有的企业生产的氧化铝耐磨陶瓷研磨体在水泥工厂磨机上应用后,随着时间推移,部分潜在问题开始逐渐暴露出来。既有破损率高、降产幅度大,同时也显现出研磨体单位磨耗偏高等缺陷。

水泥磨机细磨仓破损的陶瓷研磨体
大家如此推崇的“神球”怎么就不灵了?难道陶瓷球研磨水泥真的不好用吗?别急着下定论,也许,从一开始你就用错了!下面就一起来看看,陶瓷球正确应用于研磨水泥的几个要点。
一、“陶瓷研磨体”≠“陶瓷球”
氧化铝耐磨陶瓷的莫氏硬度为9级,即刚玉质材料,仅次于自然界硬度最高的金刚石,抗压强度达850MPa以上。不但具有突出的抗磨损性能,而且耐酸、碱介质腐蚀。
传统陶瓷球常用于湿法研磨,而水泥研磨则是干法。实际上,陶瓷研磨体并不等于陶瓷球,水泥用的陶瓷研磨体有它的特殊性,陶瓷研磨体绝不是把陶瓷做成球这么简单。对于水泥粉磨用大型球磨机的研磨体,需要具备“高强耐磨、高韧抗碎、表面粗糙磨削能力强、性价比能够被低利润的水泥行业所承受”这些特点,与通常水泥行业所说的“陶瓷球”和超细粉行业所说的“陶瓷磨介”是有区别的。
由于要引进水泥粉磨系统的新研磨体,具有陶瓷材质、重量轻可以节电、表面粗糙磨削能力强的特点,而且由于规格较大再称为“陶瓷磨介”已经不太合适,从功能和特性上应该定义为“强磨削轻质陶瓷研磨体”,简称为“陶瓷研磨体”更加上口,而且不会与其他产品混淆。
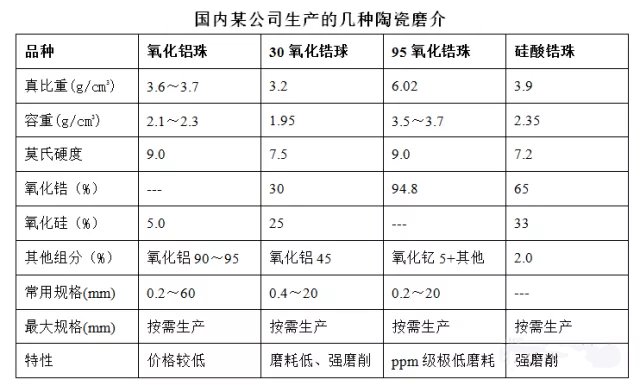
事实上,这种轻质研磨体,在水泥行业以外早已存在,但大部分用于价值较高产品的超细粉磨,而且球磨机的规格比水泥行业要小得多。国内某公司生产的几种陶瓷磨介及其性能如下表所示。
二、陶瓷研磨体装机前需技改
在应用陶瓷研磨体之前,需要对粉磨系统的设备进行全面的了解和必要的优化,做好对水泥球磨机基本配置、生产状况的考察工作,尤其是水泥粉磨设备大型化后,采用辊压机-球磨机双闭路水泥联合粉磨系统,其设备配置相对复杂。
因此只有按照陶瓷研磨体的使用条件,对粉磨系统进行不断优化、改进与调整,保持设备运行平稳、产量稳定,才能起到事半功倍的效果。
(1)陶瓷研磨体对入磨物料、设备配置条件的选择
陶瓷研磨体因其自身固有特性,有一定使用范围和条件要求,并不是所有的水泥磨机都适合装填,因此对入磨物料设备配置选择界定变得很重要。
1.入磨物料筛余:R0.08≤40%
如果入磨粒度过大,不利于陶瓷研磨体之间的匹配和衔接。
2.入陶瓷研磨体所在仓位的物料细度:开路磨R0.08≤15%,闭路磨R0.08≤25%
陶瓷研磨体相对于金属研磨体优势就是磋磨效果明显,但是破碎能力不足,如果研磨仓出现大颗粒,陶瓷研磨体将变得无能为力,会使出磨物料“跑粗”,难于控制。
3.入磨物料综合水分要求<1.5%
氧化铝耐磨陶瓷研磨体单个重量轻,对于被磨物料水分非常敏感,入磨物料综合水分越大,系统粉磨效率越低,节电幅度下降越多。
(2)预粉磨系统的技改与调整
球磨机-辊压机联合水泥粉磨系统中,辊压机做功好坏直接影响到入磨物料的粒度和均匀稳定性,对于整个粉磨系统至关重要。
辊压机(或立磨)水泥联合(半终)粉磨系统的发展趋势是:磨前配置较大处理能力的预粉磨设备+两级气流分级的入磨物料细度比一级气流分级的入磨物料细度更细,越有利于氧化铝耐磨陶瓷研磨体在管磨机段的应用。
(3)磨内结构调整
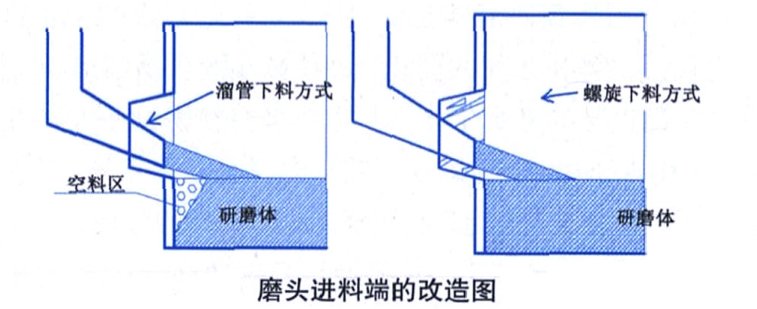
1.进料方式优化
磨机大型化后,进料部分往往是溜管下料形式,由于落差大,在一仓磨头端形成了物料冲料的现象,0.3m~0.5m部分形成“死区”,没有物料或者球多料少,球磨机一仓做功区域缩短、仓位利用率降低。如果改为螺旋进料方式,效果较好。
2.隔仓板修复
双层隔仓板中间的内筛篦板在生产过程中也需要定期检查,很多时候台时产量大幅下降又找不到原因,往往就是内筛篦板破损、一部分大粒径的物料进入下一仓造成产量降低。
3.活化衬板修复改造
陶瓷研磨体一般要高出原来金属研磨体6%~10%的填充率,原来活化衬板的高度和角度已经不能适应新的要求,如不进行修复更换,随着填充率的增加会使“研磨死区”增大,影响研磨效率的发挥。
4.磨尾篦板修复
现行球磨机篦板普遍为耐磨合金铸钢铸造,通孔率在9%左右,篦缝为6mm~10mm喇叭口结构,由于制作时材质厚度限制,很容易让碎研磨体卡在篦缝内,难于脱落,随着研磨时间的延长,就会出现出料篦板堵塞现象,使得球磨机过料能力变差,通风阻力加大,直接影响球磨机生产能力和出磨水泥温度。
三、使用陶瓷研磨体注意事项
1.确定好陶瓷研磨体级配
陶瓷研磨体级配,原则上还是要遵循原钢球级配比例,在参考原级配基础上,根据进入二仓物料的颗粒组成正确调整级配,确定好最大球径和平均球径。但考虑到比重差异,陶瓷研磨体还要增大一个级别,且适当提高6%~10%填充率。
最小规格球径的选用很重要,建议φ15mm以下的陶瓷研磨体要谨慎使用。因为,陶瓷研磨体的比重相对金属研磨体小,球径过小研磨物料的能量有限,并且很容易被系统风拉到磨尾,直接吸附在出料篦板的篦缝上,影响磨尾通风和物料及时排出。
2.两种不同材质的研磨体不宜混用
陶瓷研磨体属非金属耐磨材料,不宜与金属研磨体混合使用。由于两种不同材质的研磨体耐磨性、韧性、硬度、磨耗等技术性能不同,混合使用容易造成陶瓷研磨体磨耗增加、变形,影响粉磨效率、增加磨耗成本。

混装180d后磨损剥落变形的陶瓷研磨体
从粉磨系统经济运行的角度出发,建议两种不同材质的研磨体不宜混装使用。
结语
总之,任何新技术、新产品、新材料、新工艺、新设备的应用都是有条件的,需要在应用过程中不断摸索规律、不断总结经验,要做到系统问题系统解决,综合分析,谨慎对待,绝不能期望一蹴而就,更不能遇到困难就全盘否定。
参考来源
邹伟斌等.氧化铝耐磨陶瓷研磨体应用中的技术细节
朱文沛等.球磨机使用陶瓷研磨体系统设备的优化与调整
贾化平.水泥球磨机用陶瓷研磨体的使用现状、注意事项、发展前景